Environmental Management 環境マネジメント
環境に関する基本方針
気候変動や自然の損失などの環境問題は、人々の健康で豊かな生活を脅かす重大な課題です。当社は研究開発および製品製造においてエネルギーや水資源、化学物質を使用しており、自らの環境負荷の責任を自覚し、事業活動のあらゆる領域で環境負荷の低減に取り組んでいます。
当社は、「行動宣言」第6項に「地球環境問題に積極的に取り組みます」を掲げるとともに、持続可能な社会への貢献と当社グループの持続的成長を両立するため、マテリアルイシューの一つとして「環境への取組の推進」を特定しています。
さらに、取締役会決議を経て、当社のあるべき姿と取組方針を示した「環境基本方針」を制定し、全社で推進しています。
環境基本方針の詳細は「環境基本方針」をご覧ください。
環境目標
環境基本方針に基づき、中長期環境目標を設定し、目標達成に向けて中期環境計画および年度実施計画を策定しています。目標や計画の進捗は、環境安全委員会で定期的に評価し、改善を図っています。
環境目標の詳細は「環境目標およびパフォーマンス」をご覧ください。

環境管理体制
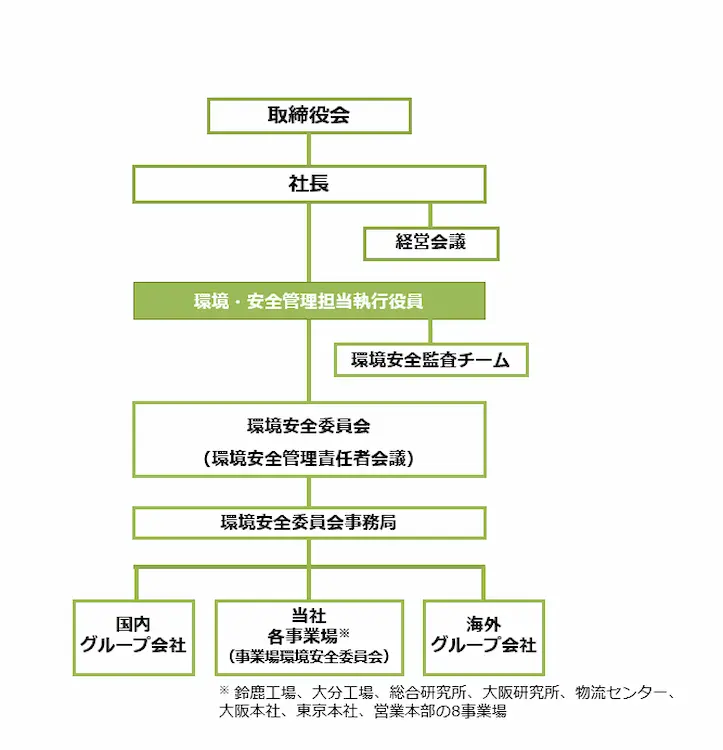
当社は、環境基本方針のもと、全社レベルで環境取組を推進するため、「環境安全委員会」(年1回開催)を設置しています。環境安全委員会は、環境・安全管理担当執行役員を委員長とし、各事業場の環境管理統括責任者、人事部長、およびコーポレートガバナンス部長で構成され、中長期環境目標や中期環境計画、年度実施計画を策定するとともに、定期的に進捗管理を行っています。また、環境取組における実務課題を協議する場として、コーポレートガバナンス部長が議長を務める「環境安全管理責任者会議」(年2回開催)を設置しています。各事業場においても、事業場環境安全委員会を定期的に開催するなど、主体的な管理体制を構築しています。
重要事項は社長に報告され、対応の指示を受けるとともに、必要と認めた事項は経営会議に付議されます。また、環境への取組は、サステナビリティに関する取組の一つとして年1回以上取締役会に報告されます。
環境管理体制図
環境マネジメントシステム
各拠点ではISO14001を参考に環境マネジメントシステムを構築し、環境負荷と環境リスクの低減のため、計画的な運用と改善を行っています。鈴鹿工場・大分工場では、ISO14001認証を取得し、国際基準に基づく運用を実施しています。
ISO14001認証の取得事業場
| 会社名 | 事業場名 |
|---|---|
| 住友ファーマ株式会社 | 鈴鹿工場 |
| 大分工場 |
環境安全監査
当社では、全事業場を対象に定期的な監査を実施し、環境安全についての法令遵守状況、環境パフォーマンスなどについて確認しています。これにより、法規制遵守を徹底するとともに、管理水準の継続的な向上を図っています。
環境事故・法令違反
2024年度は、環境関連の事故および重大な環境法令違反はありません。過去5年間に環境関連の重大な罰金および過料は発生していません。
環境保全システムの整備
当社は、製品のライフサイクル全体(調達・生産・販売・流通・使用・廃棄・輸送)における環境負荷の低減を目指し、方針およびガイドラインを定め、グリーン調達・物流・製品開発・設備設計を推進しています。
グリーン調達
グリーン調達基本方針に従い、事務用品などに関するグリーン調達ガイドラインを運用し、環境に配慮した製品を優先的に選定しています。2024年度の事務用品グリーン購入比率は50%でした。今後も従業員へのグリーン購入の推奨や対象品目の拡充を通じて、さらなる利用促進を図ります。
グリーン物流
グリーン物流ガイドラインに基づき、物流センターおよび生産拠点において、輸送・保管過程での環境負荷低減に取り組んでいます。2024年度は、保冷車空調用外部電源の提供、構内アイドリングストップの協力依頼(物流センター)、出荷製品の効率配送(鈴鹿工場)、船舶輸送や積み合わせ出荷によるCO2排出量の削減(大分工場)など、計43件の取組を実施しました。
グリーン製品開発
グリーン製品開発に関する規約・要領を策定し、R&D本部とサプライチェーン本部で環境に配慮した製品設計・製造を進めています。2024年度は、製法の最適化、液体クロマトグラフィー分析における高速メソッドの適用によるエネルギーおよび溶媒使用量の削減(R&D本部)、既存製法からのロットサイズ拡大による生産効率向上と環境負荷低減、高薬理活性ゾーンで使用する保護具の洗浄方法の確立による保護具廃棄量の削減(鈴鹿工場)、製品外箱の共通化による包装資材使用量の削減(大分工場)など、計26件の取組を実施しました。
グリーン設備設計
サプライチェーン本部、研究所、大阪本社においてグリーン設備設計に関するガイドラインを運用し、当社設備におけるエネルギー効率の向上や資源の有効活用を図っています。2024年度は、PTP包装ライン後工程の更新、器具乾燥機の更新(鈴鹿工場)、膜分離法を用いた高純度水製造法への切替(大分工場)、ガス吸収式冷凍機の更新(総合研究所)、蒸気吸収式冷凍機の更新、照明のLED化(大阪研究所)など、計16件の取組を実施しました。